ISO 4954 – Anhang A



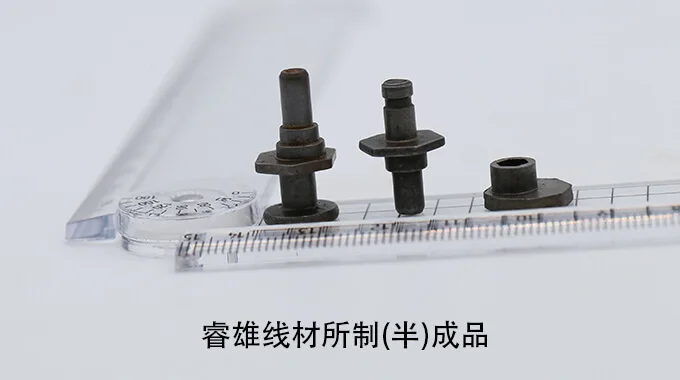
Creation Group ist ein führendes chinesisches Unternehmen für kaltfließgeformte Qualitätsstähle. Das gesamte Managementteam verfügt über 20 Jahre Branchenerfahrung. Wir unterhalten gute Beziehungen zu zahlreichen Zulieferern der Automobilindustrie der Stufe eins; sämtliche Drahtmaterialien stammen von namhaften Stahlwerken. Allee Aufträge sind zu 100 % rückverfolgbar.

Lieferzustand
: AC
Oberflächenqualität
- : kontinuierlich glatt
- : nahtfrei, ohne Überlappungen, Vertiefungen, Kratzer und Zeichnungsspuren
- : rostfrei
Anwendungsbereiche
- : Automobilindustrie
- : Bauwesen
- : Maschinenbau
- : Weitere Branchen









1. Kombinationen der Lieferbedingungen
Tabelle A.1 – Kombinationen der Wärmebehandlungsbedingungen, Produktformen und anzuwendenden Anforderungen bei Lieferung
| Lieferzustand | Symbole | Produktform a | Anwendbare Anforderungen | |||||
| Walzdraht | Stab | Draht | ||||||
| Unbehandelt (wie warmgewalzt) | +AR | X | X | - | Chemische Zusammensetzung gemäßTabelle A.2 | Mechanische Eigenschaften gemäßTTabelle A.3 | Zusätzliche oder besondere Anforderungen gemäß Anhang Eb | |
| geschält, unbehandelt+ | geschält | +AR+PE | X | X | - | |||
| kaltgezogen | +AR+C | - | X | X | ||||
| kaltgezogen + spheroidisiert | +AR+C+AC | - | X | X | ||||
| kaltgezogen + spheroidisiert + skin passed | +AR+C+AC+LC | - | X | X | ||||
| geglüht zur Erzielung spheroidisierter Karbide + | wie behandelt oder geschält | +AC or AC+PE | X | X | - | |||
| kaltgezogen | +AC+C | - | X | X | ||||
| Sonstige | Andere Lieferbedingungen können beim Bestellen vereinbart werden | |||||||
| a X=anwendbar,—=nicht anwendbar b Wenn bei Anfrage und Bestellung vereinbart. | ||||||||
2. Chemische Zusammensetzung
Tabelle A.2 – Chemische Zusammensetzung von Stählen, die nach der Kaltverformung nicht einer Wärmebehandlung unterzogen werden (gilt für die Erstarrungsanalyse) a
| Stahlsorte | Massenanteil % a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Unlegierte Stahlsorten | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Elemente, die in dieser Tabelle nicht genannt sind, dürfen nicht absichtlich dem Stahl zugesetzt werden, ohne Zustimmung des Käufers, ausgenommen jene, die zur Heizkorrektur bestimmt sind. Allee angemessenen Vorkehrungen müssen getroffen werden, um die Zugabe von Elementen über Schrott oder andere im Produktionsprozess verwendete Materialien zu verhindern. Dennoch können Spurenelemente vorhanden sein, solange sie die mechanischen Eigenschaften und die Verwendbarkeit nicht beeinträchtigen. a Maximalwerte, sofern nicht anders angegeben. b Aluminium kann durch ein anderes Element oder mehrere Elemente mit ähnlicher Wirkung ersetzt werden. C Die Sorten C10GC, C15GC, C17GC und C20GC können in zwei Güten geliefert werden: a) mit einem Aluminiumgehalt von Al max. 0,015 % oder b) ohne Aluminium und mit einem Siliciumgehalt von 0,15 % bis 0,25 % für das Feuerverzinken. d Für die Sorten C2C, C20C, C20GC und C25C kann ein niedrigerer Mangangehalt mit einem Bereich von 0,20 % festgelegt werden. | |||||||||||
3. Mechanische Eigenschaften
Tabelle A.3 – Mechanische Eigenschaften von Draht, Stangen und Walzdraht, die nach der Kaltverformung nicht einer Wärmebehandlung unterzogen werden
| Stahlsorte | Durchmesser | Lieferzustand | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| über mm | up to mm | Rm max. MPa | Z a min. % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Die Werte dienen nur zur Information. | ||||||||||||||
4. Anforderungen an die Härtebeständigkeit

Oberflächenprüfung – Beizen

Oberflächenprüfung – Vor-Ort

Kaltverformungsprüfung – Plattenprobe

Metallografische Prüfung – 100-fache Vergrößerung
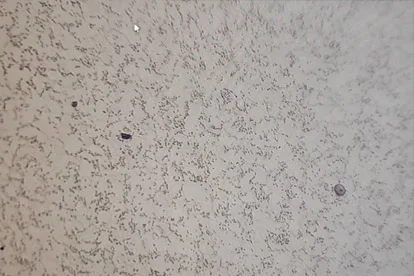
Metallografische Prüfung – 500-fache Vergrößerung
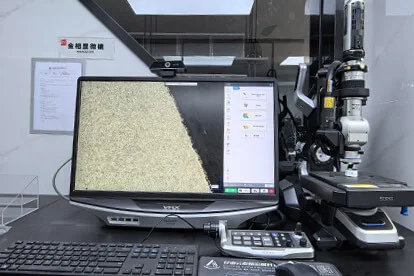
Metallografische Prüfung – Bild des Prüfgeräts: Keyence-Metallographiemikroskop

Mechanische Eigenschaftsprüfung – Zugversuch

Härteprüfung – HRC – Rockwell
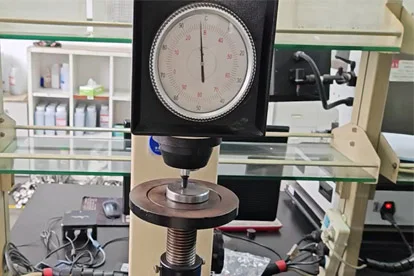
Härteprüfung - HRB
Härteprüfung - HV - Vickers

Chemische Zusammensetzung - Spektralaufnahme
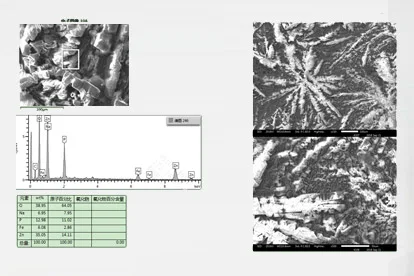
Pfützenprüfung - REM-Aufnahme
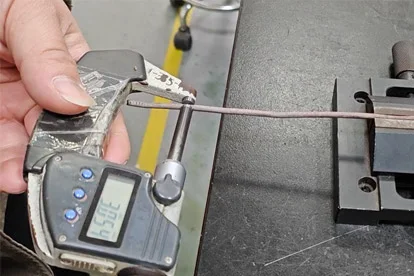
Abmessungen - Messschraube
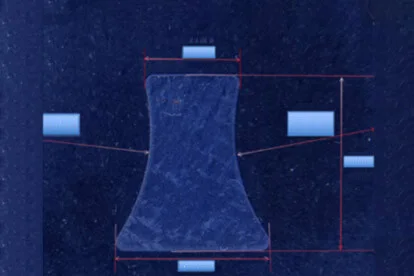
Prüfung der Querschnittsform
Korrosionsbeständigkeitsprüfung