ISO 4954-ภาคผนวก A



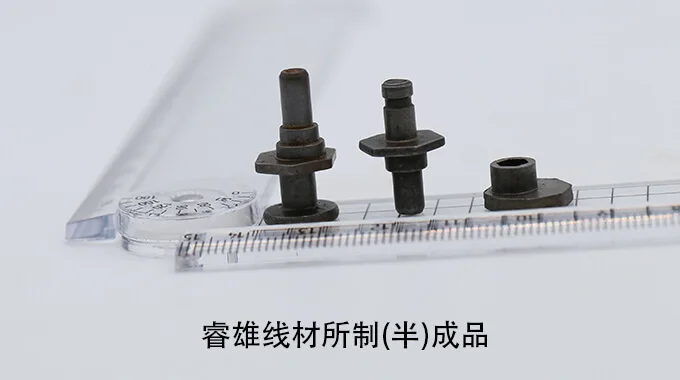
กลุ่มบริษัทเซี่ยงไฮ้รุ่ยสงเป็นองค์กรชั้นนำของจีนที่เชี่ยวชาญด้านลวดเหล็กสำหรับการขึ้นรูปเย็นคุณภาพสูง ทีมผู้บริหารทั้งหมดมีประสบการณ์ในอุตสาหกรรมยาวนานถึง 20 ปี เราได้สร้างความสัมพันธ์อันดีกับซัพพลายเออร์ระดับหนึ่งในอุตสาหกรรมยานยนต์จำนวนมาก โดยเหล็กลวดทั้งหมดมาจากโรงงานผลิตเหล็กแบรนด์ดัง คำสั่งซื้อทุกออร์เดอร์สามารถติดตามตรวจสอบได้ 100%

เงื่อนไขการส่งมอบ
: การแลกเปลี่ยน C
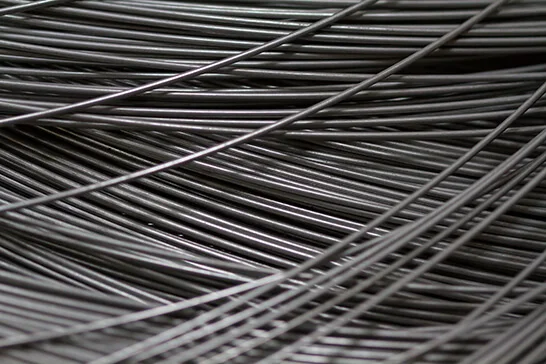
คุณภาพผิว
- : แบบต่อเนื่องเรียบลื่น
- : ไม่มีรอยต่อ ไม่มีการทับซ้อน ไม่มีรูบุบ ไม่มีรอยขีดข่วน และไม่มีรอยแผลจากการวาดลวด
- : ไร้สนิม
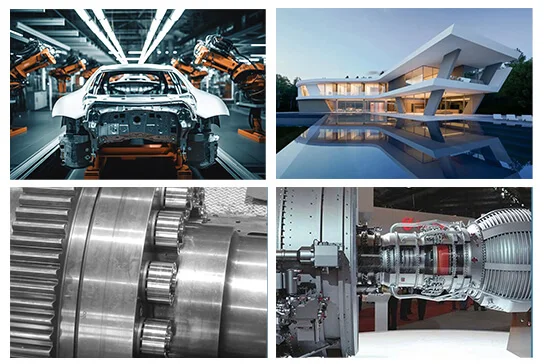
ขอบเขตการใช้งาน
- : อุตสาหกรรมยานยนต์
- : อุตสาหกรรมก่อสร้าง
- : อุตสาหกรรมเครื่องจักร
- : อุตสาหกรรมอื่นๆ









1. การผสมผสานของเงื่อนไขการส่งมอบสินค้า
ตาราง A.1 - ชุดคู่ของเงื่อนไขการอบความร้อน รูปแบบผลิตภัณฑ์ และข้อกำหนดที่ใช้บังคับ ณ เวลาส่งมอบ
| เงื่อนไขการส่งมอบ | สัญลักษณ์ | ผลิตภัณฑ์รูปแบบ a | ข้อกำหนดที่ใช้ได้ | |||||
| เหล็กลวด | แท่ง | ลวด | ||||||
| ยังไม่ผ่านการบำบัด (เช่นเดียวกับแบบรีดร้อน) | +AR | X | X | - | องค์ประกอบทางเคมีตามที่กำหนดไว้ในตาราง A.2 | คุณสมบัติเชิงกลตามที่กำหนดไว้ในTเอบิล เอ.3 | ข้อกำหนดเสริมหรือข้อกำหนดพิเศษ ตามที่ระบุไว้ในภาคผนวก Eb | |
| ปอกเปลือก ไม่ผ่านการรักษา+ | ปอกเปลือก | +AR+PE | X | X | - | |||
| ดึงเย็น | +AR+C | - | X | X | ||||
| ดึงเย็น+การอบอ่อนแบบสเฟียรอยด์ | +AR+C+AC | - | X | X | ||||
| ดึงเย็น+การอบอ่อนแบบสเฟียรอยด์+ผ่านการตรวจสอบผิว | +AR+C+AC+LC | - | X | X | ||||
| อบอ่อนเพื่อให้ได้คาร์ไบด์แบบสเฟียรอยด์ + | ตามที่ได้รับการบำบัดหรือปอกเปลือก | +AC or AC+PE | X | X | - | |||
| ดึงเย็น | +AC+C | - | X | X | ||||
| อื่นๆ | เงื่อนไขการส่งมอบอื่นอาจถูกตกลงกัน ณ เวลาที่ทำการสั่งซื้อ | |||||||
| a X=ใช้ได้,—=ไม่สามารถใช้ได้ b หากมีการตกลงกันไว้ ณ เวลาที่สอบถามและสั่งซื้อ | ||||||||
2.องค์ประกอบทางเคมี
ตาราง A.2-องค์ประกอบทางเคมีของเหล็กที่ไม่ผ่านกระบวนการอบชุบความร้อนหลังจากการขึ้นรูปเย็น (สำหรับการวิเคราะห์จากการหล่อ) a
| ชื่อเหล็ก | เศษส่วนโดยมวล % a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| เกรดเหล็กไม่ผสม | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| ธาตุที่ไม่ได้ระบุไว้ในตารางนี้ ห้ามเติมลงไปในเหล็กโดยเจตนาโดยไม่ได้รับความยินยอมจากผู้ซื้อ ยกเว้นธาตุที่ใช้สำหรับการปรับปรุงคุณภาพของเบ้าหลอม เครื่องมือและมาตรการป้องกันที่เหมาะสมทั้งหมดต้องถูกนำมาใช้อย่างเคร่งครัด เพื่อป้องกันการปนเปื้อนของธาตุจากเศษเหล็กหรือวัสดุอื่นๆ ที่ใช้ในกระบวนการผลิต อย่างไรก็ตาม อาจมีธาตุเจือปนตกค้างอยู่ได้ ตราบใดที่ธาตุเหล่านั้นไม่ส่งผลกระทบต่อคุณสมบัติทางกลและความเหมาะสมในการนำไปใช้งาน a ค่าสูงสุด เว้นแต่จะมีข้อกำหนดไว้เป็นอย่างอื่น b อะลูมิเนียมสามารถถูกแทนที่ด้วยธาตุอื่นหรือธาตุหลายชนิดที่มีฤทธิ์คล้ายคลึงกัน c เกรด C10GC,C15GC,C17GC และ C20GC สามารถจัดส่งได้สองคุณภาพ: ก) มีปริมาณอะลูมิเนียมสูงสุด 0.015% หรือ ข) ไม่มีอะลูมิเนียม และมีปริมาณซิลิคอนระหว่าง 0,15 % ถึง 0,25 % สำหรับการชุบสังกะสีแบบจุ่มร้อน d สำหรับเกรด C2C,C20C,C20GC และ C25C อาจกำหนดให้มีปริมาณแมงกานีสน้อยลง โดยให้ช่วงอยู่ที่ 0.20% | |||||||||||
3. สมบัติเชิงกล
ตาราง A.3-คุณสมบัติเชิงกลของลวด เส้นเหล็ก และแท่งเหล็กที่ไม่ผ่านการอบชุบความร้อนหลังจากการขึ้นรูปเย็น
| ชื่อเหล็ก | เส้นผ่านศูนย์กลาง | เงื่อนไขการส่งมอบ | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| สูงกว่ามม. | up to mm | Rm สูงสุด เมกะปาสคาล | Z ขั้นต่ำ % | R สูงสุด. MPa | Z ขั้นต่ำ % | Rm สูงสุด MPa | Zต่ำ % | Rm สูงสุด MPa | Zต่ำสุด. % | Rสูงสุด MPa | Zต่ำสุด. % | R สูงสุด. MPa | Zต่ำสุด. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a ค่าดังกล่าวจัดทำขึ้นเพื่อเป็นข้อมูลเท่านั้น | ||||||||||||||
4. ข้อกำหนดด้านความสามารถในการชุบแข็ง

การตรวจสอบรูปลักษณ์ – การแช่กรด

การตรวจสอบลักษณะภายนอก - หน้างาน

การขึ้นรูปเย็น-แผนภูมิวงกลม

การตรวจสอบโครงสร้างโลหะ – ขยาย 100 เท่า
การตรวจสอบโครงสร้างโลหะ – กล้องจุลทรรศน์แบบแสง กำลังขยาย 500 เท่า
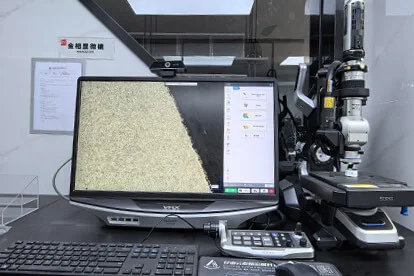
การตรวจสอบโครงสร้างโลหะ – อุปกรณ์ทดสอบ ได้แก่ เครื่องวิเคราะห์โครงสร้างโลหะของคันซึย

การทดสอบสมบัติเชิงกล - การทดสอบแรงดึง

การทดสอบความแข็ง—HRC—แบบโรลเล็ก
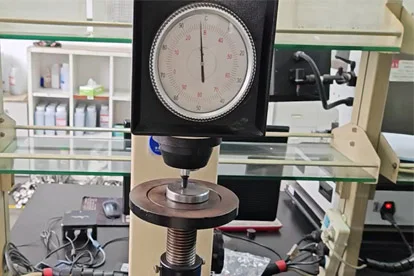
การทดสอบความแข็ง–HRB
การทดสอบความแข็ง-HV-วิกเกอร์ส

องค์ประกอบทางเคมี – ภาพถ่ายจากสเปกโตรมิเตอร์
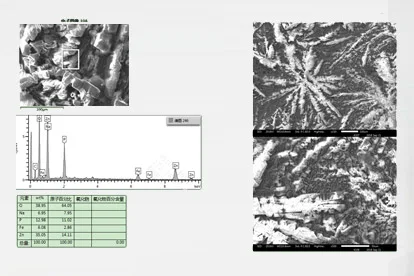
การทดสอบชั้นฟิล์ม – ภาพถ่ายด้วยกล้องจุลทรรศน์อิเล็กตรอน
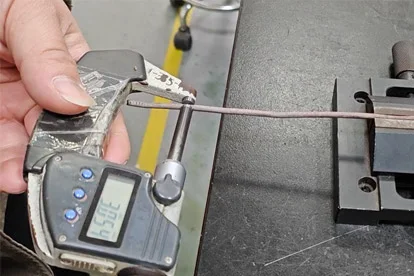
ขนาด – เวอร์เนียร์คาลิปเปอร์
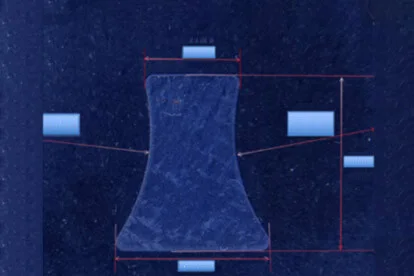
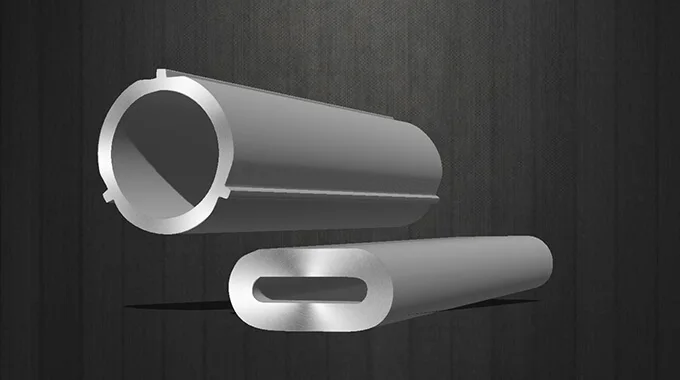
การตรวจสอบรูปทรงหน้าตัด
การทดสอบความต้านทานการกัดกร่อน