ISO 4954-Annexe A



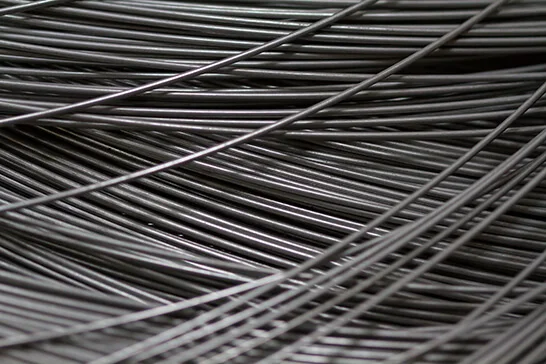
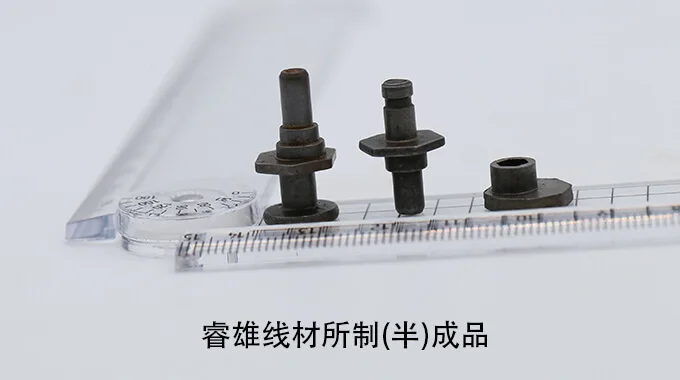
Le groupe industriel Creation Group est une entreprise chinoise de référence spécialisée dans le fil pour frappe à froid en acier de haute qualité. L'ensemble de l'équipe de gestion possède 20 ans d'expérience dans le secteur. Nous entretenons d'excellentes relations avec de nombreux fournisseurs de premier rang du secteur automobile, et tous nos fils proviennent d'aciéries de marque. Toutes les commandes sont traçables à 100 %.

Conditions de livraison
: AC C
Qualité de surface
- : Continu et lisse
- : Sans joint, sans chevauchement, sans fossettes, sans rayures et sans cicatrices de traçage
- : Sans rouille
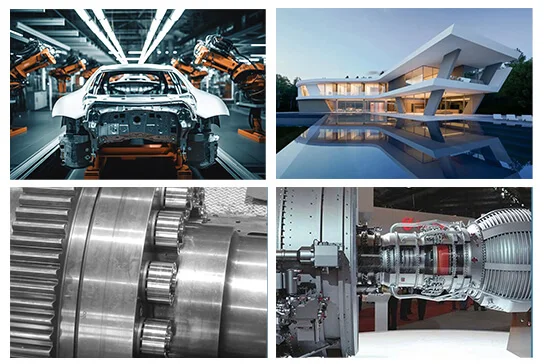
Domaines d'application
- : Industrie automobile
- : Bâtiment
- : Industrie mécanique
- : Autres secteurs









1. Combinaison des conditions de livraison
Tableau A.1 - Combinaisons des conditions de traitement thermique à la livraison, des formes de produits et des exigences applicables
| État de livraison | Symboles | Forme du produit a | Exigences applicables | |||||
| Fil pour frappe à froid | Barreau | Fil | ||||||
| Non traité (en rouleau chaud) | +AR | X | X | - | Composition chimique spécifiée dansTableau A.2 | Propriétés mécaniques telles que spécifiées dansTtableau A.3 | Exigences supplémentaires ou spéciales telles que spécifiées à l'annexe Eb | |
| épluché Non traité+ | épluché | +AR+PE | X | X | - | |||
| Frappé à froid | +AR+C | - | X | X | ||||
| Frappé à froid + recuit de sphéroïdisation | +AR+C+AC | - | X | X | ||||
| Frappé à froid + recuit de sphéroïdisation + passé en surface | +AR+C+AC+LC | - | X | X | ||||
| Recuit pour obtenir des carbures sphéroïdisés + | Avec traitement ou pelé | +AC or AC+PE | X | X | - | |||
| frappe à froid | +AC+C | - | X | X | ||||
| Autre | D'autres conditions de livraison peuvent être convenues au moment de la commande | |||||||
| a X=applicable,—=non applicable b Si convenu au moment de la demande et de la commande. | ||||||||
2. Composition chimique
Tableau A.2 - Composition chimique de l'acier non destiné au traitement thermique après transformation à froid (applicable à l'analyse de la fonte) a
| Nom de l'acier | Fraction massique a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Classes d'aciers non alliés | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Les éléments non mentionnés dans ce tableau ne doivent pas être ajoutés intentionnellement à l'acier sans l'accord de l'acheteur, à l'exception des éléments destinés à la finition thermique. Toutes les précautions raisonnables doivent être prises afin d'éviter l'ajout d'éléments provenant de déchets ou d'autres matériaux utilisés dans le processus de production. Toutefois, des éléments résiduels peuvent être présents à condition qu'ils n'affectent pas les propriétés mécaniques et l'applicabilité. a Valeurs maximales sauf indication contraire. b L'aluminium peut être remplacé par un autre élément ou des éléments ayant un effet similaire. C Les grades C10GC, C15GC, C17GC et C20GC peuvent être livrés en deux qualités : a) avec une teneur en aluminium Al max. 0,015 %, ou b) sans aluminium et avec une teneur en silicium de 0,15 % à 0,25 % pour le revêtement par trempage à chaud au zinc. d Pour les grades C2C, C20C, C20GC et C25C, une teneur en manganèse inférieure peut être spécifiée, dans une fourchette de 0,20 %. | |||||||||||
3. Propriétés mécaniques
Tableau A.3 - Propriétés mécaniques des fils, barres et fil pour frappe à froid non destinés au traitement thermique après formage à froid
| Nom de l'acier | Diamètre | Condition de livraison | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| au-dessus de mm | up to mm | Rm max. MPa | Z au minimum % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Les valeurs sont données à titre indicatif seulement. | ||||||||||||||
4. Exigences en matière de trempabilité

Contrôle d'aspect - trempage acide

Contrôle d'aspect - sur site

Frappé à froid - diagramme circulaire

Inspection métallographique - Métallographie à 100x
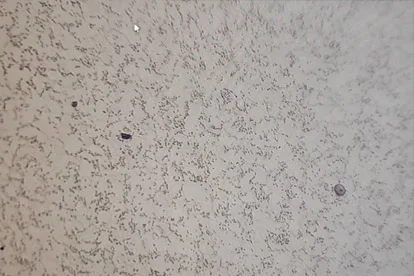
Inspection métallographique - Métallographie à 500x
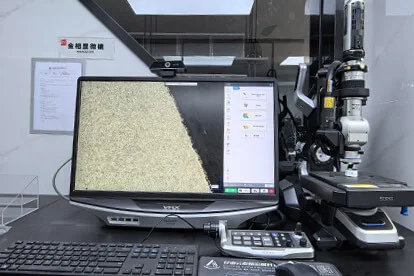
Inspection métallographique - Schéma de l'équipement d'inspection, microscopie métallographique Keyence

Contrôle des propriétés mécaniques - Essai de traction

Essai de dureté - HRC - Rockwell
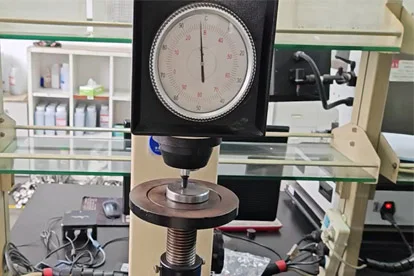
Essai de dureté - HRB
Essai de dureté - HV - Vickers

Composition chimique - Photo du spectromètre
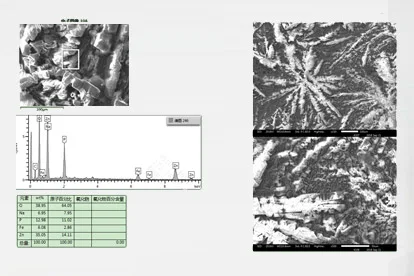
Test de revêtement - Photo au microscope électronique
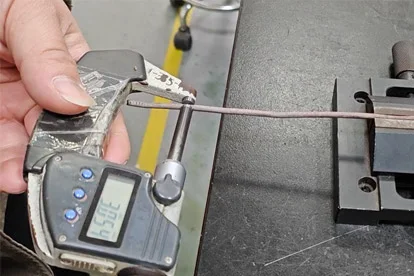
Dimensions - micromètre
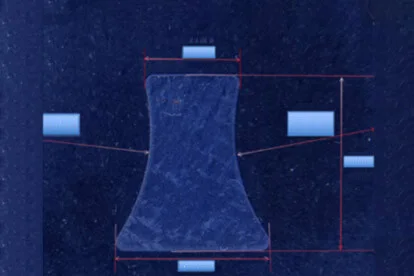
Vérification de la forme en coupe
Test de résistance à la corrosion