ISO 4954-Bilag A



Creation Group er en toneangivende virksomhed i Kina, der specialiserer sig i kvalitetsståltråd til koldstukning. Hele ledelsesgruppen har 20 års brancheerfaring. Vi har etableret tætte relationer med mange førsteklasses leverandører i bilindustrien, og al tråden stammer fra anerkendte stålfabrikker. Allee ordrer er 100 % sporbare.

Leveringsbetingelser
: Udveksling C
Overfladekvalitet
- : jævn og glat
- : ingen samlinger, overlapninger, huller, ridser eller tegnesår
- : ingen rust
Anvendelsesområder
- : bilindustrien
- : byggebranchen
- : maskinindustrien
- : andre brancher









1. Kombination af leveringsbetingelser
Tabel A.1 – Kombinationer af varmebehandlingsbetingelser ved levering, produktform og gældende krav
| Leveringsbetingelse | Symboler | Produktform a | Gældende krav | |||||
| valsetråd | Stang | Tråd | ||||||
| Ubehandlet (som varmvalsning) | +AR | X | X | - | Kemisk sammensætning som angivet iTabel A.2 | Mekaniske egenskaber som angivet iTable A.3 | Tillægs- eller særlige krav som angivet i Bilag Eb | |
| skrællet Untreatd+ | skrællet | +AR+PE | X | X | - | |||
| Koldtrukket | +AR+C | - | X | X | ||||
| Koldtrukket+ sfæroidiserende udglødning | +AR+C+AC | - | X | X | ||||
| Koldtrukket+ Sfæroidiserende udglødning+ hudpasseret | +AR+C+AC+LC | - | X | X | ||||
| Udglødet for at opnå sfæroidiserede carbider + | Som behandlet eller skrællet | +AC or AC+PE | X | X | - | |||
| koldtrukket | +AC+C | - | X | X | ||||
| Andet | Yderligere leveringsbetingelser kan aftales ved bestilling | |||||||
| a X=applicerbar, —=ikke-applicerbar b Hvis det er aftalt ved forespørgsel og bestilling. | ||||||||
2. Kemisk sammensætning
Tabell A.2 – Kemisk sammensætning af stål, der efter koldstukning ikke skal varmebehandles (gældende for støbeanalyse) a
| Stålnavn | %massefraktion a | ||||||||||
| C | Si | Mn | P | S | Cr | Ni | Mo | Al b | Cu | Cr+Ni+Mo | |
| Ikke-legerede stålsorter | |||||||||||
| C2C | 0,03 | 0,10 | 0,20 to 0,40d | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C4C | 0,02 to 0,06 | 0,10 | 0,25 to 0,40 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C8C | 0,06 to 0,10 | 0,10 | 0,25 to 0,45 | 0,020 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10C | 0,08 to 0,12 | 0,10 | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C10GC | 0,08 to 0,12 | 0,15 to 0,25c | 0,30 to 0,50 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C15C | 0,13 to 0,17 | 0,10 | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C15GC | 0,13 to 0,17 | 0,15 to 0,25c | 0,35 to 0,60 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C17C | 0,15 to 0,19 | 0,10 | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C17GC | 0,15 to 0,19 | 0,15 to 0,25c | 0,65 to 0,85 | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,30 | 0,50 | |
| C20C | 0,18 to 0,22 | 0,10 | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C20GC | 0,18 to 0,22 | 0,15 to 0,25c | 0,70 to 0,90d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | c | 0,30 | 0,50 |
| C25C | 0,23 to 0,27 | 0,10 | 0,80 to 1.00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | 0,020 to 0,060 | 0,30 | 0,50 |
| C25GC | 0,23 to 0,27 | 0,15 to 0,25c | 0,80 to 1,00d | 0,025 | 0,025 | 0,30 | 0,30 | 0,10 | — | 0,30 | 0,50 |
| Grundstoffer, der ikke er angivet i denne tabel, må ikke bevidst tilsættes stålet uden købers samtykke, med undtagelse af dem, der er beregnet til slutafslutningen af støbningen. Der skal træffes alle rimelige forholdsregler for at hindre tilsætning af grundstoffer fra skrot eller andet materiale, der anvendes i produktionsprocessen. Dog kan der forekomme restindhold af grundstoffer, så længe de ikke påvirker de mekaniske egenskaber og anvendeligheden a Maksimale værdier, medmindre andet er angivet. b Aluminium kan erstattes af et eller flere andre grundstoffer med lignende effekt C Sorterne C10GC,C15GC,C17GC og C20GC kan leveres i to kvaliteter: a) med et aluminiumsindhold på max. 0,015 %, eller b) uden aluminium og med et siliciumindhold på 0,15 % til 0,25 % til varmgalvanisering d For sorterne C2C,C20C,C20GC og C25C kan et lavere manganindhold angives inden for et interval på 0,20 %. | |||||||||||
3. Mekaniske egenskaber
Tabel A.3- Mekaniske egenskaber for tråd, stang og ledning, der efter koldbearbejdning ikke behandles termisk
| Stålnavn | Diameter | Leveringstilstand | ||||||||||||
| +AR or +AR+PE | +AC or+AC+PE | +AR+C | +AR+C+AC | +AR+C+AC+LC | +AC+C | |||||||||
| over mm | up to mm | Rm max. MPa | Z a min. % | R max. MPa | Z min. % | Rm max MPa | Zmin % | Rm max MPa | Zmin. % | Rmax MPa | Zmin. % | R max. MPa | Zmin. % | |
| C2C | 2 | 5 | — | — | —— | —— | — | — | 310 | 80 | 350 | 75 | — | —— |
| 5 | 10 | 360 | 75 | 450 | 70 | 300 | 80 | 340 | 75 | |||||
| 10 | 40 | 360 | 75 | 440 | 70 | 300 | 80 | 340 | 75 | |||||
| 40 | 100 | 360 | 75 | 440 | 68 | 300 | 80 | 340 | 75 | |||||
| C4C | 2 | 5 | 320 | 77 | 360 | 73 | ||||||||
| 5 | 10 | 390 | 70 | 330 | 75 | 470 | 66 | 310 | 77 | 350 | 73 | 410 | 70 | |
| 10 | 40 | 390 | 70 | 330 | 75 | 460 | 66 | 300 | 77 | 350 | 73 | 400 | 70 | |
| 40 | 100 | 390 | 70 | 330 | 75 | — | — | — | ||||||
| C8C | 2 | 5 | — | — | — | —— | — | 350 | 72 | 390 | 68 | —— | ||
| 5 | 10 | 410 | 65 | 360 | 70 | 490 | 63 | 340 | 72 | 380 | 68 | 450 | 65 | |
| 10 | 40 | 410 | 65 | 360 | 70 | 480 | 63 | 340 | 72 | 380 | 68 | 440 | 65 | |
| 40 | 100 | 410 | 65 | 360 | 70 | — | — | — | — | —— | ||||
| C10C C10GC | 2 | 5 | — | 370 | 72 | 410 | 68 | |||||||
| 5 | 10 | 430 | 60 | 380 | 70 | 520 | 58 | 360 | 72 | 400 | 68 | 470 | 63 | |
| 10 | 40 | 430 | 60 | 380 | 70 | 510 | 58 | 360 | 72 | 400 | 68 | 460 | 63 | |
| 40 | 100 | 430 | 60 | 380 | 70 | — | — | — | ||||||
| C15C C15GC | 2 | 5 | —— | — | 390 | 70 | 430 | 66 | ||||||
| 5 | 10 | 460 | 58 | 400 | 68 | 550 | 56 | 380 | 70 | 420 | 66 | 490 | 63 | |
| 10 | 40 | 460 | 58 | 400 | 68 | 540 | 56 | 380 | 70 | 420 | 66 | 480 | 63 | |
| 40 | 100 | 460 | 58 | 400 | 68 | —— | —— | — | — | — | — | —— | —— | |
| C17C C17GC | 2 | 5 | — | — | — | — | — | — | 430 | 67 | 470 | 63 | — | — |
| 5 | 10 | 520 | 58 | 440 | 65 | 610 | 56 | 420 | 67 | 460 | 63 | 530 | 60 | |
| 10 | 40 | 520 | 58 | 440 | 65 | 600 | 56 | 420 | 67 | 460 | 63 | 520 | 60 | |
| 40 | 100 | 520 | 58 | 440 | 65 | — | ||||||||
| a Værdierne angives kun til orientering. | ||||||||||||||
4. Krav til hærdbarhed

Udseendeskontrol – syrebad

Udseendeskontrol – på stedet

Koldstukning – cirkeldiagram

Metallurgisk undersøgelse – 100-gangs mikroskopi
Metallurgisk undersøgelse – 500-gangs mikroskopi
Metallurgisk undersøgelse – billede af inspektionsudstyret Keyence-mikroskop

Mekanisk egenskabsundersøgelse – trækprøvning

Hårdhedstest – HRC – Rockwell
Hårdhedstest – HRB
Hårdhedstest – HV – Vickers

Kemisk sammensætning – fotos fra spektrometer
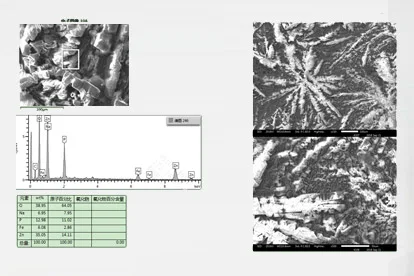
Belægningstest – fotos fra elektronmikroskop
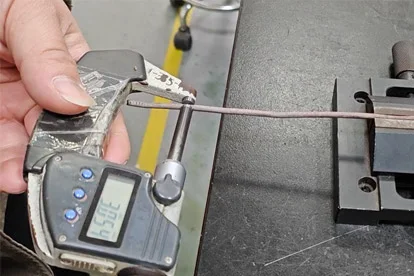
Dimensioner – mikrometer
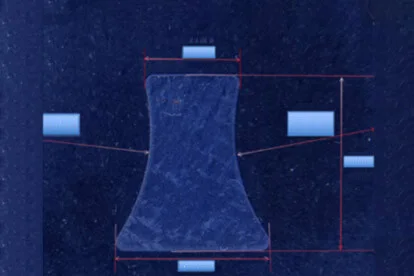
Eftersyn af tværsnitetsform
Korrosionsbestandighedstest