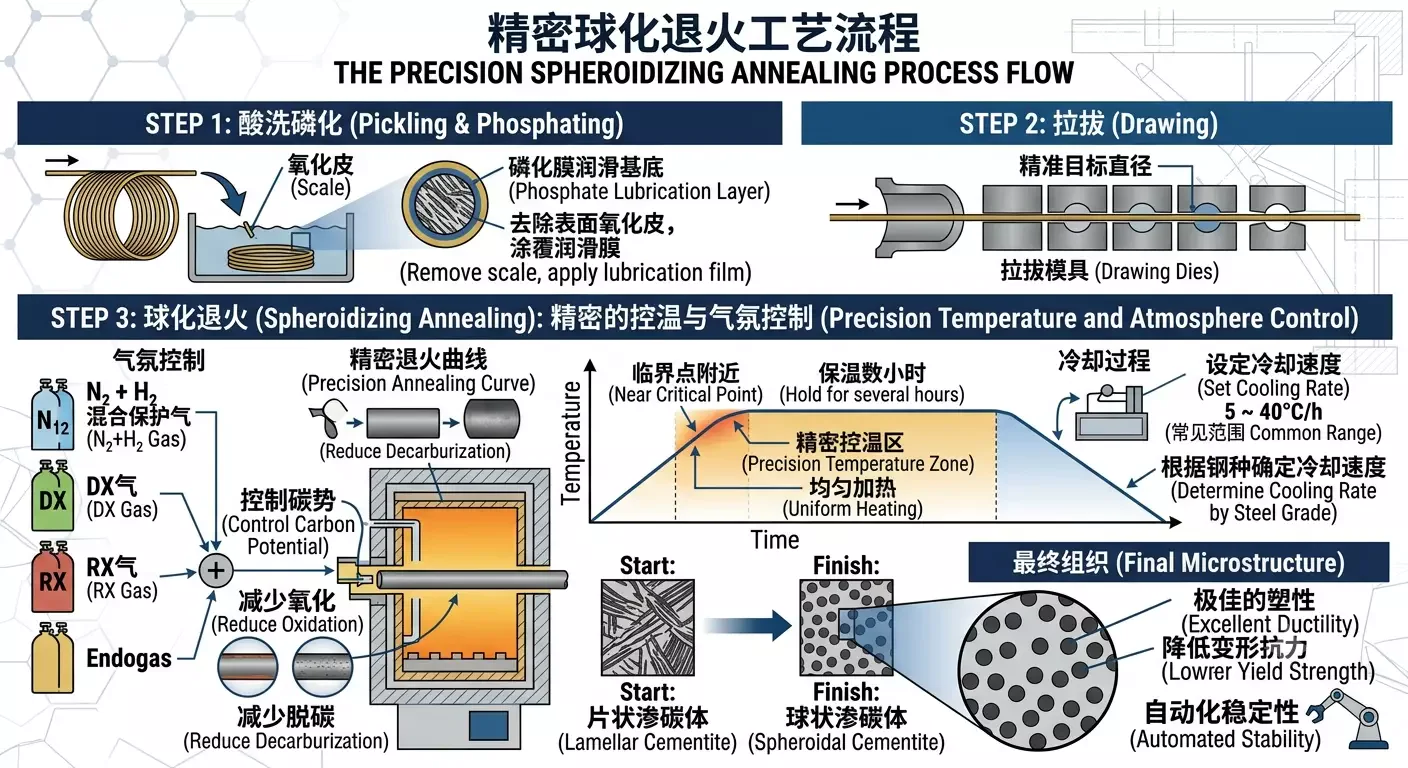
酸洗与磷化
清除氧化皮并形成适合后续拉拔的润滑膜层
TECHNICAL INSIGHT · SPHEROIDIZING
从组织变化、完整制造流程、常见路线代号到质量验证,说明球化退火线材如何满足复杂冷成型零件的加工要求。
CORE PRINCIPLE
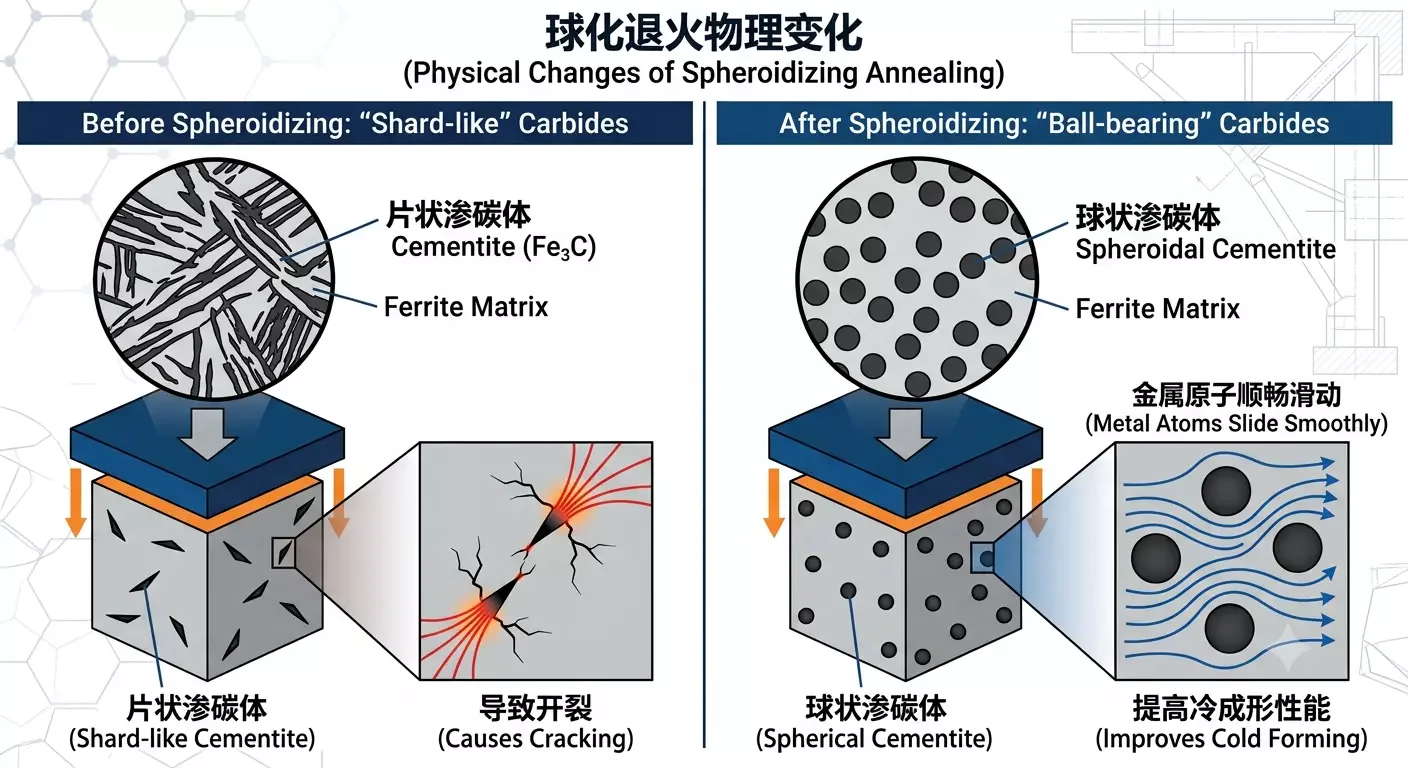
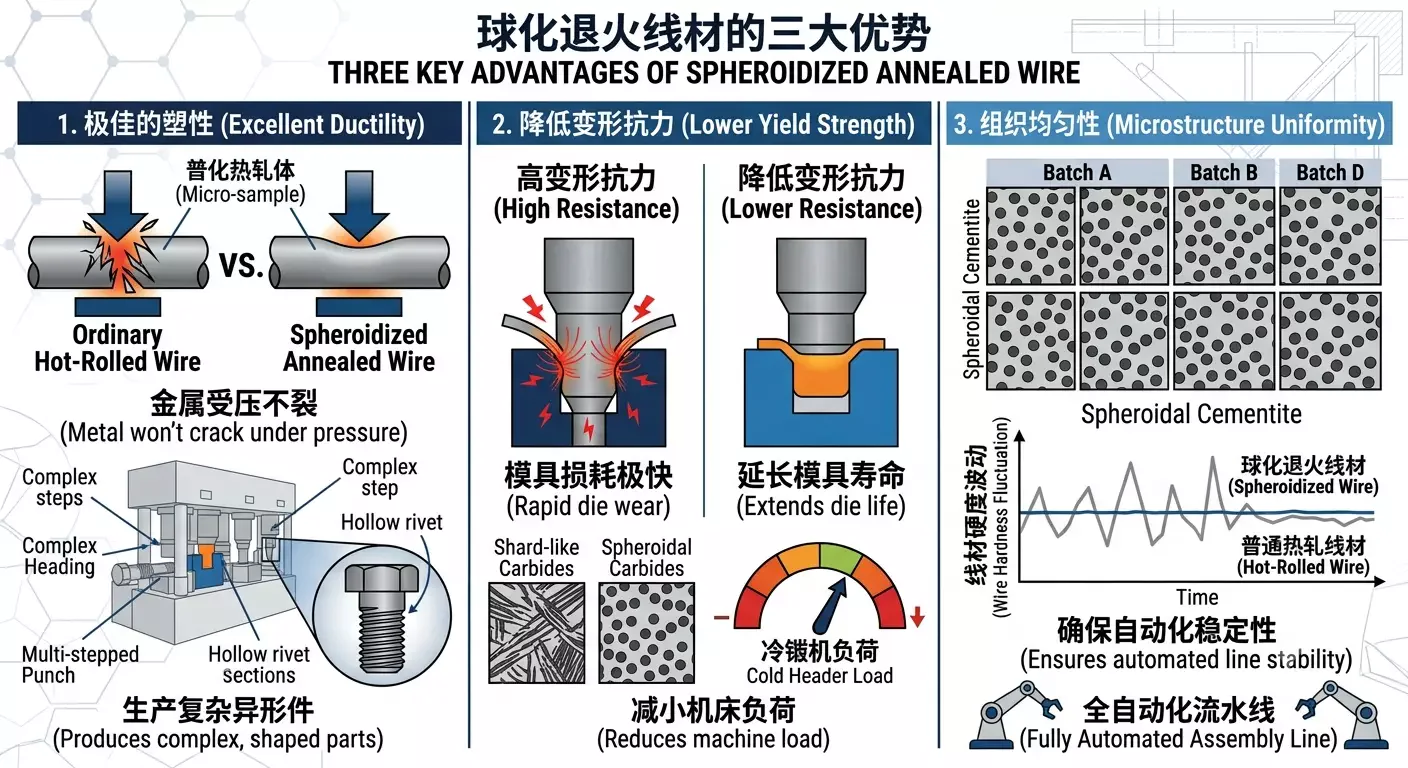
球化退火主要用于需要较大冷变形能力的中碳钢、高碳钢、硼钢和合金钢。通过受控加热、保温与冷却,使碳化物形态和分布发生变化,从而降低变形抗力并提高组织均匀性。具体热处理制度必须根据钢种、原始组织、设备能力和客户要求确认。
WHY IT MATTERS
COMPLETE PRODUCTION FLOW
实际路线不是固定模板。工序次序、退火次数和成品拉拔安排应根据钢种、目标尺寸、总变形量、交货状态和客户协议确定。
 盘圆 R
盘圆 R 酸洗
酸洗 球化退火 SA
球化退火 SA 酸洗和磷化 PC
酸洗和磷化 PC 球化退火 SA
球化退火 SA 拉拔 D
拉拔 D 酸洗和磷化 PC
酸洗和磷化 PC 拉拔 D
拉拔 D 检验
检验 包装
包装 发货
发货SPHEROIDIZING CONTROL
保护气氛、炉温均匀性、临界点附近的加热制度、保温时间和冷却路径共同决定最终组织。网页不设置统一温度或冷却速度,工艺参数由钢种验证、炉型能力和订单技术条件共同确定。
PROCESS CODES
不同客户和工厂对路线简称的命名可能不同,因此技术协议应同时写明完整工序,不应只依赖缩写。
清除氧化皮并形成适合后续拉拔的润滑膜层
按材料状态安排的低温热处理步骤
用于软化材料或调整组织的退火步骤
使碳化物形态向球状分布转变,改善冷成型性能
通过模具减径并控制目标尺寸
不安排中间退火的直接拉拔路线
设置在加工过程中的中间退火步骤
TYPICAL ROUTES
PC → RAPC → SAPC → RA / SA → PC → DPC → D → SA → PCPC → D → SA → PC → DPC → LA → PC → D → SA → PC(必要时再 D)PC → SA → PC → D → SA → PC → D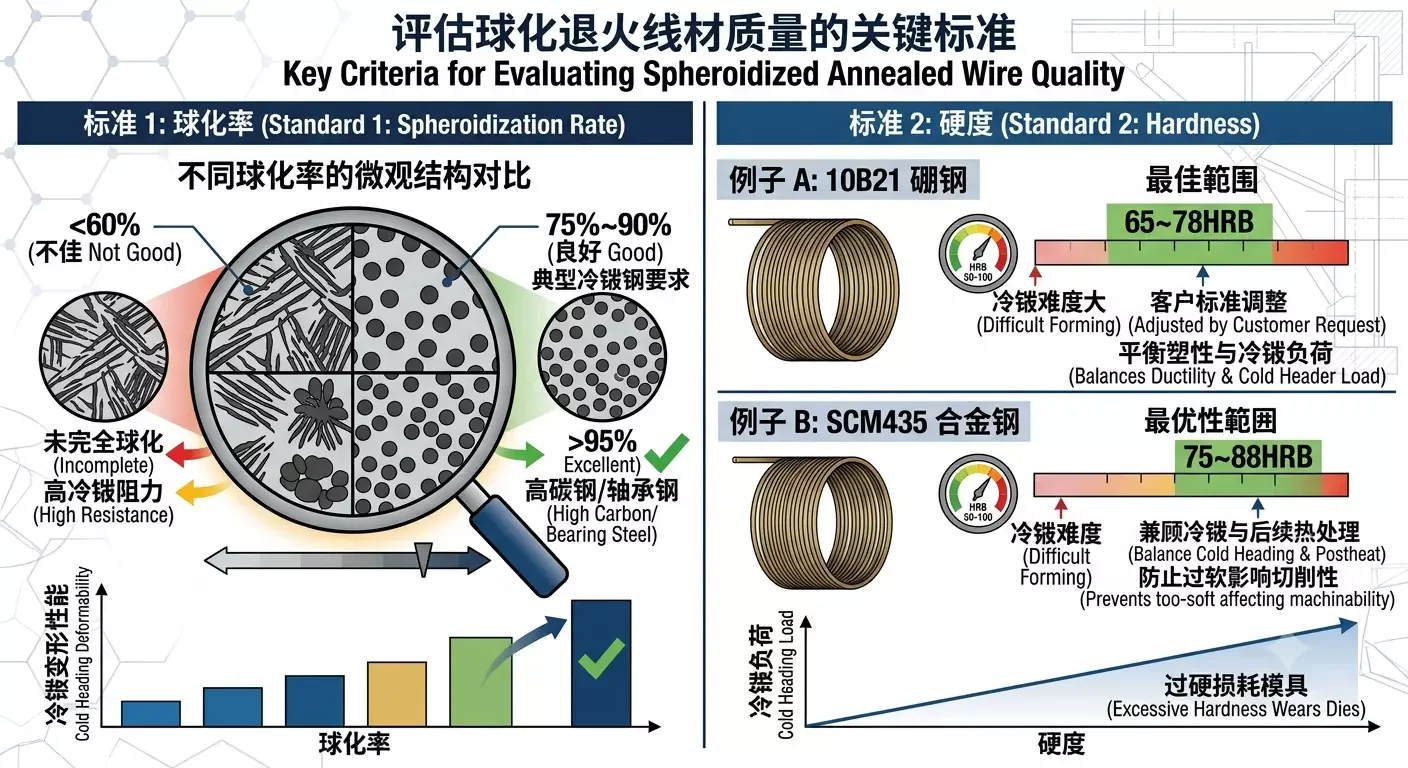
QUALITY VALIDATION
交付验证应结合球化组织、硬度、脱碳层、力学性能、表面状态、尺寸与冷顶锻或实际成型试验。合格范围按照适用标准、客户图纸和订单技术协议确认,不在网页中使用可能过时的固定数值。
查看检测设备与操作视频 →