1. Määritelmä ja perusperiaatteet
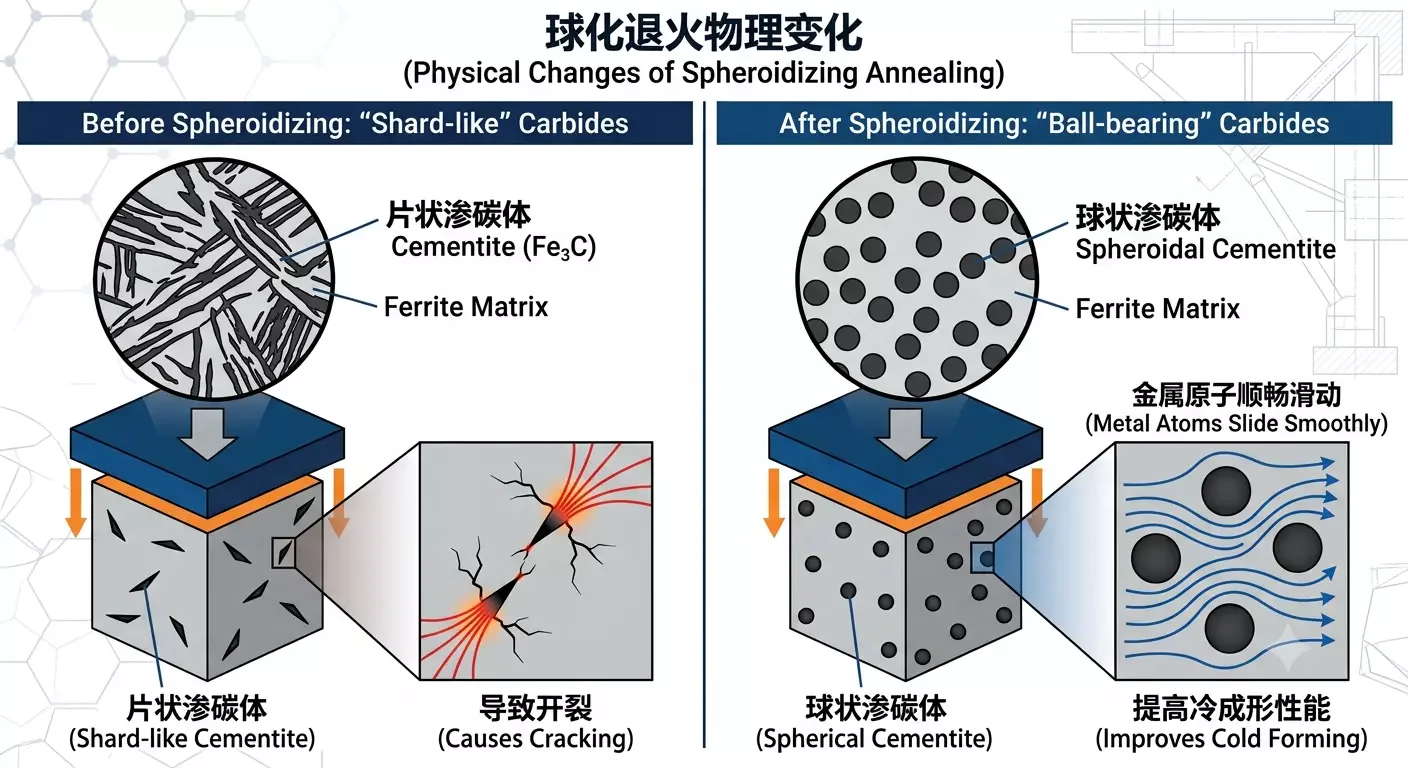
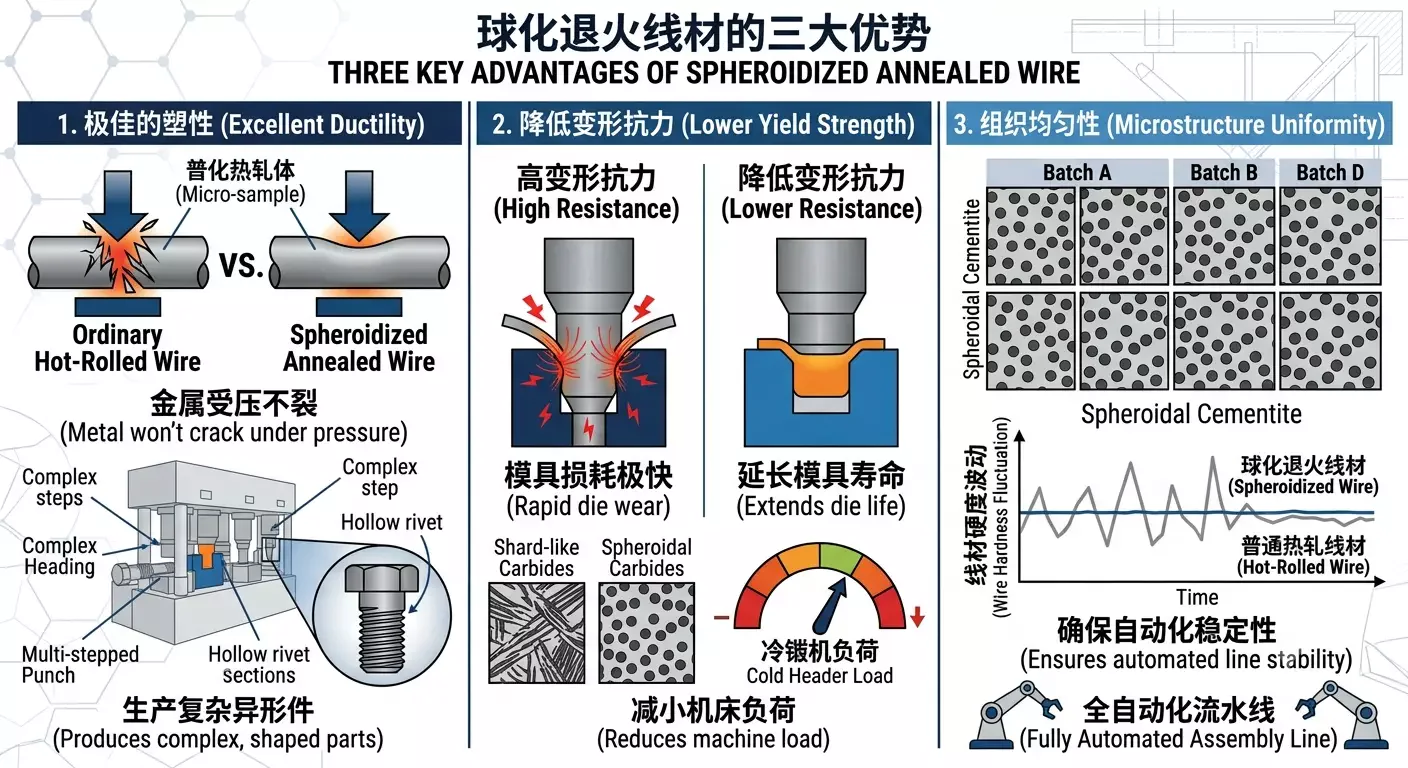
2. Miksi kylmätyssäyksessä on käytettävä aina pallohehkutuslankaa?
3. Tuotantoprosessi
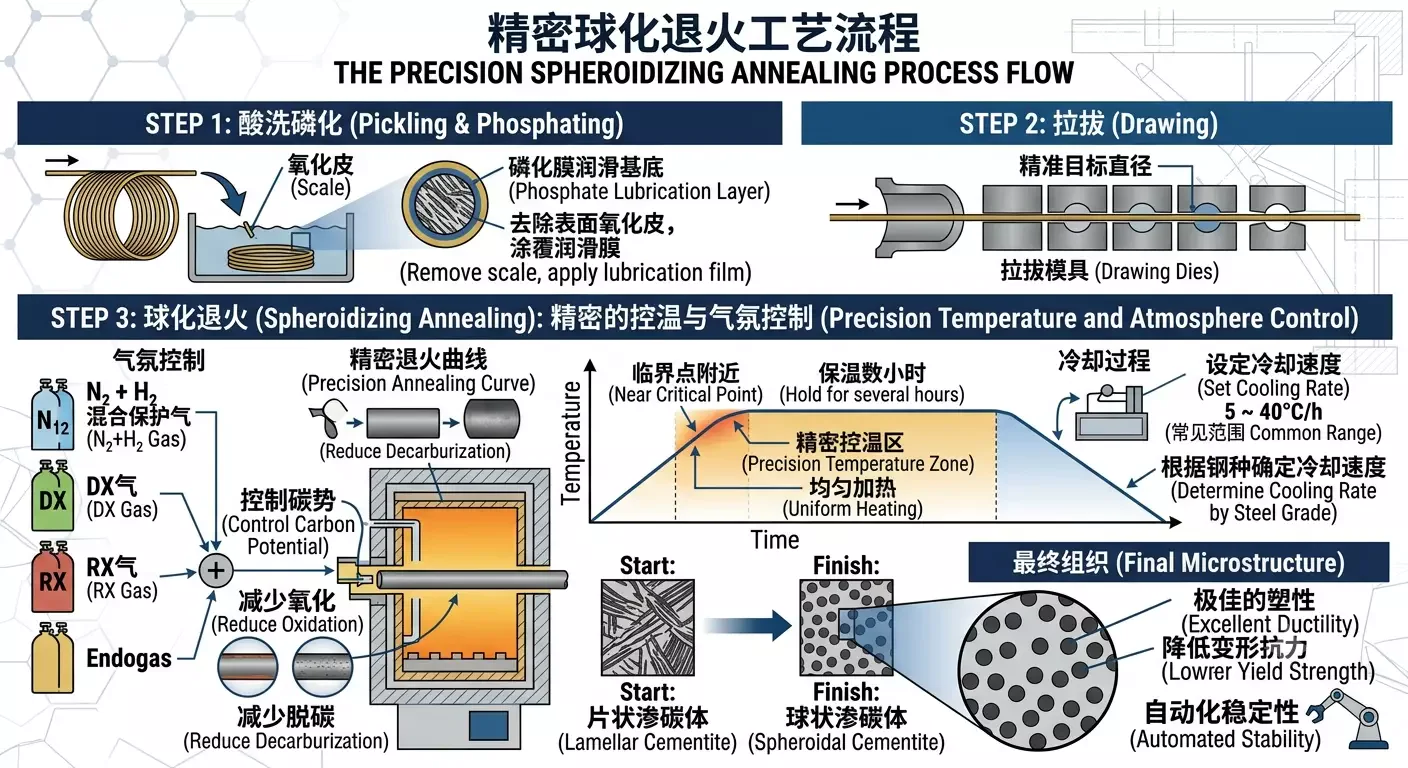
Kylmätyssäyslangan yleiset valmistusprosessit on määriteltävä tuotteen luokan ja asiakkaiden vaatimusten mukaisesti.

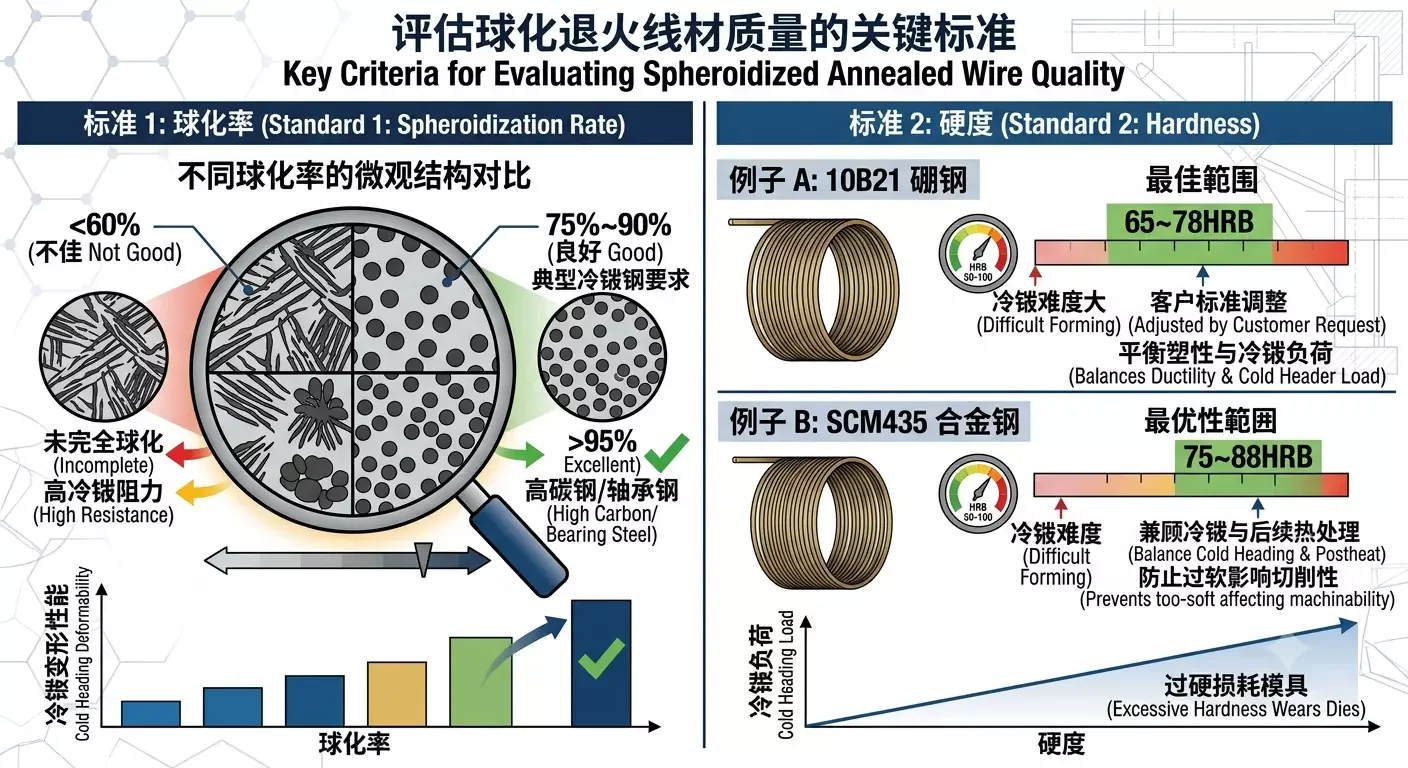
4. Laadun arviointikriteerit