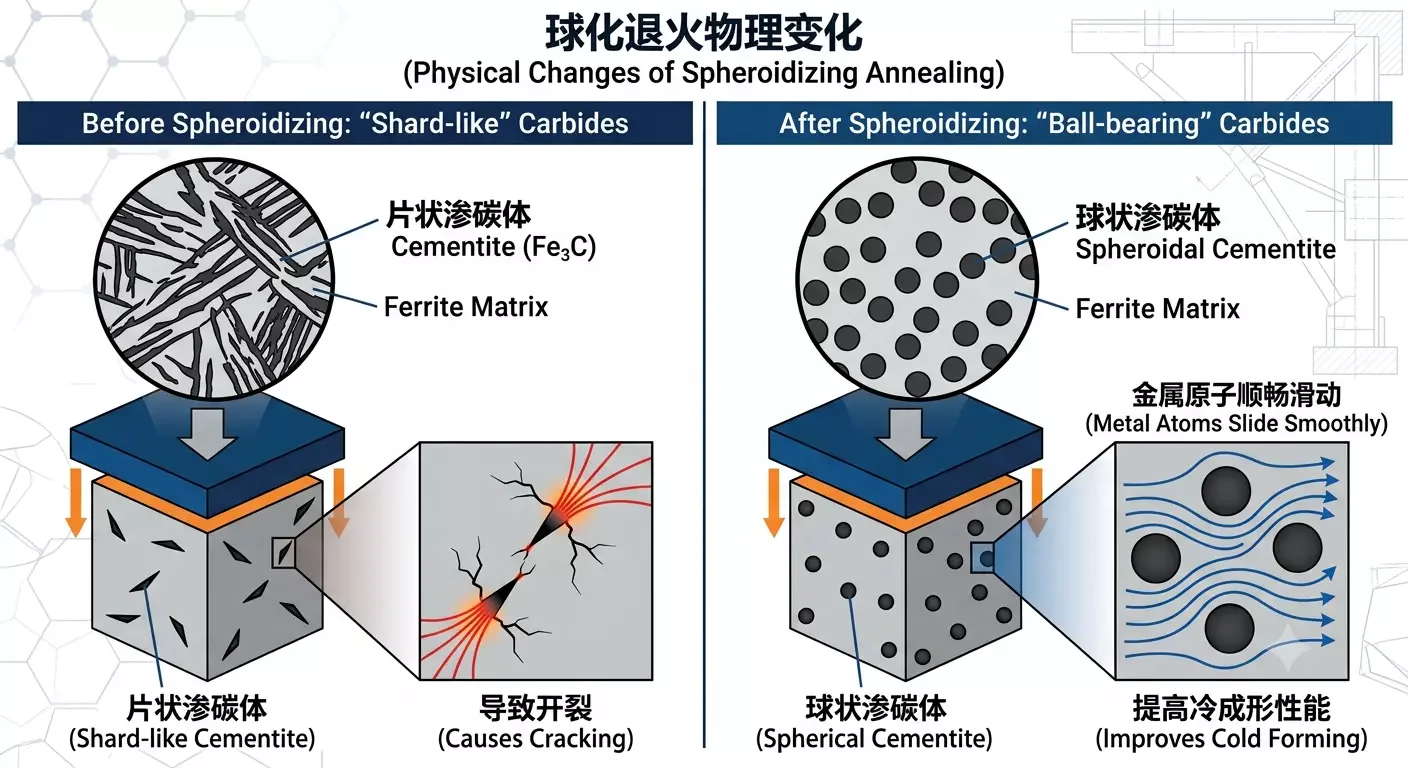
1. Definisi dan prinsip dasar
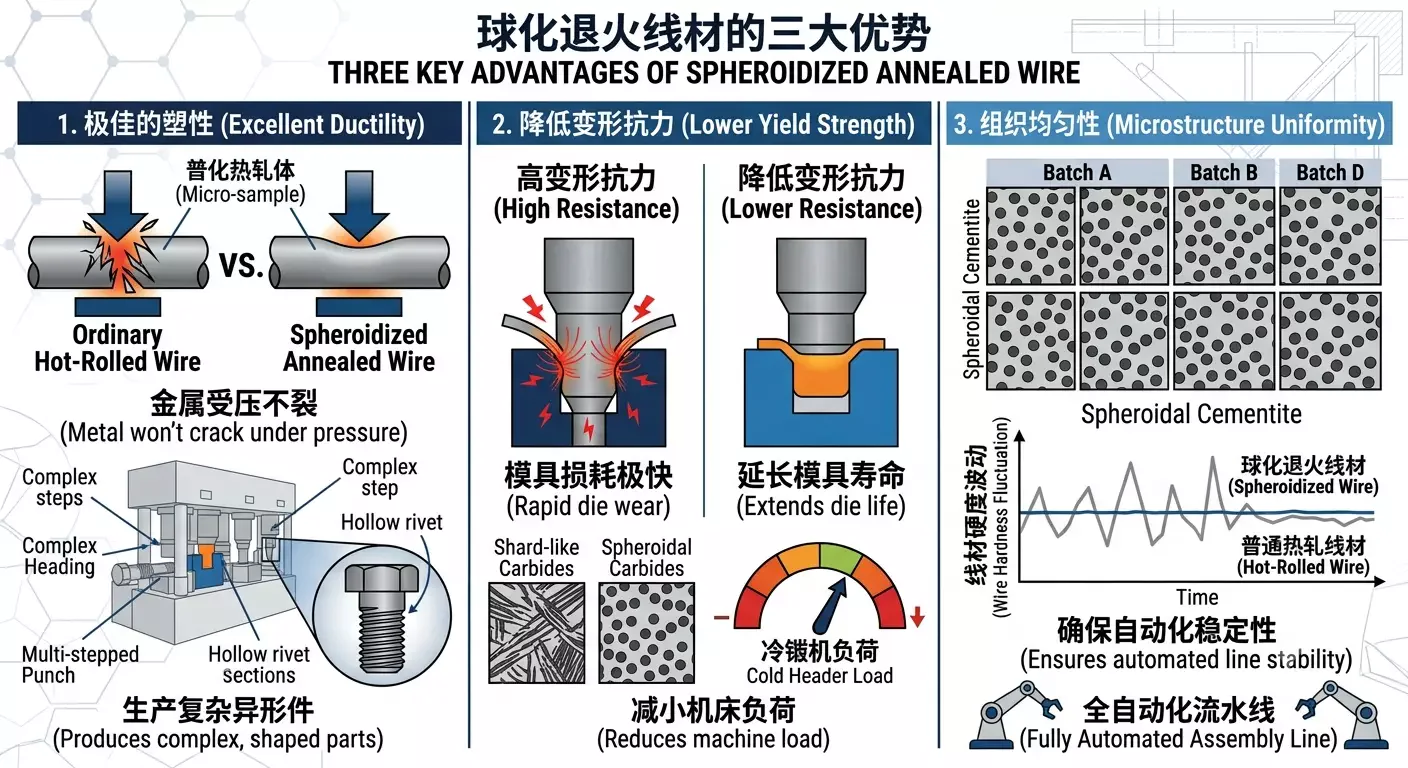
2. Mengapa pembentukan dingin harus menggunakan kawat baja pembentukan dingin?
3. Proses produksi
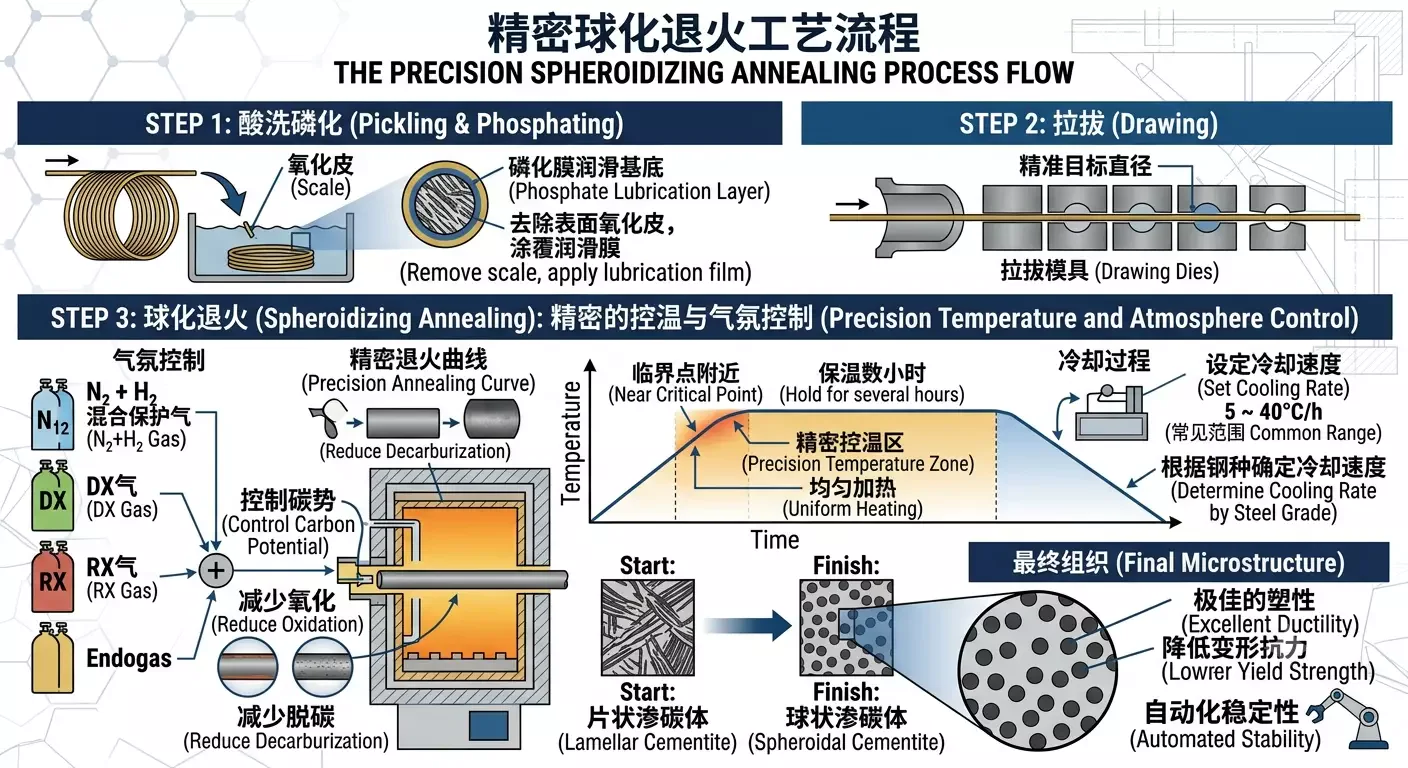
Proses produksi umum kawat baja pembentukan dingin harus ditentukan berdasarkan tingkat produk dan persyaratan pelanggan.

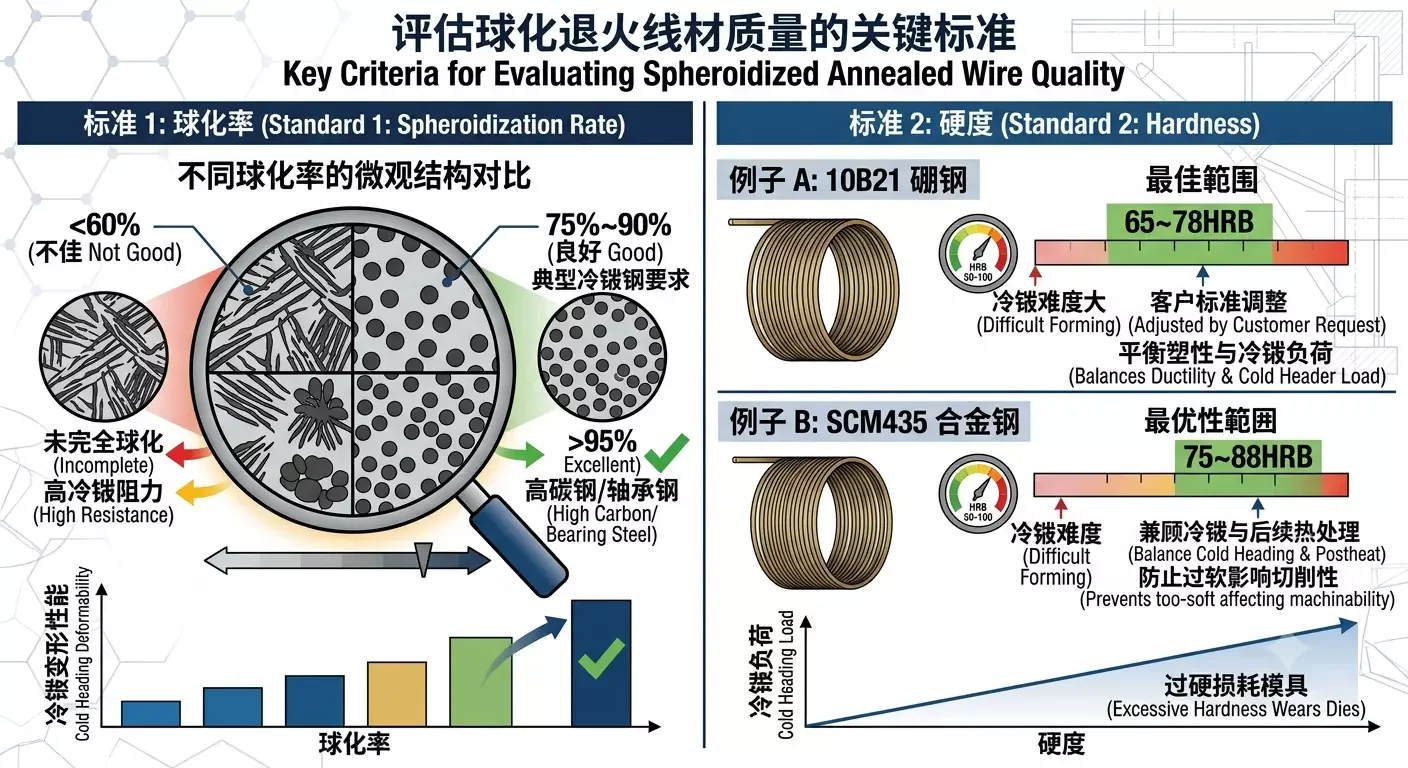
4. Standar penilaian kualitas